Estás utilizando un navegador obsoleto. Puede que este u otros sitios no se muestren correctamente.
Debes actualizarlo o utilizar un navegador alternativo.
Debes actualizarlo o utilizar un navegador alternativo.
Cambio de retenes y el motor no arranca. SOLUCIONADO!!!
- Iniciador del tema bmwan
- Fecha de inicio
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Supongo que aunque tenga presión en la rampa el inyector manda gasolina si se lo ordena el DME, con lo cual la única manera eficaz de saber si ha gasolina sería sacar un inyector ponerlo dentro de un recipiente y dar al contacto.
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
He cerrado ventanillas y puesto la oreja en el asiento trasero mientras otro da al arranque y no oigo nada de esa zona. La verdad no sé ni como tiene que sonar, la he desmontado una vez pero lo del ruido nunca le presté atención.Escuchas la bomba del deposito?
He sacado la primera bujía y hay olor a gasolina, al tacto no parece mojada pero algo de olor hay, teniendo en cuenta que son nuevas y los cilindros estuvieron días abiertos solo puede ser que entre gasolina, además no hay mensaje de error, si fallase la bomba supongo que habría mensaje.
A ver si el lunes tengo el compresímetro y veo que pasa en los cilindros.
Última edición:
Tienes que sacar los 4, van con la rampa, y poner 4 recipientesSupongo que aunque tenga presión en la rampa el inyector manda gasolina si se lo ordena el DME, con lo cual la única manera eficaz de saber si ha gasolina sería sacar un inyector ponerlo dentro de un recipiente y dar al contacto.
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Saqué la segunda bujía, huele claramente a gasolina y mancha el dedo al tocarla.Tienes que sacar los 4, van con la rampa, y poner 4 recipientes
adrianmou
Forista Legendario
- Modelo
- e46 320d
- Registrado
- 23 Jun 2018
- Mensajes
- 14.114
- Reacciones
- 17.483
Creo casi 100% que el aforador no da error.He cerrado ventanillas y puesto la oreja en el asiento trasero mientras otro da al arranque y no oigo nada de esa zona. La verdad no sé ni como tiene que sonar, la he desmontado una vez pero lo del ruido nunca le presté atención.
He sacado la primera bujía y hay olor a gasolina, al tacto no parece mojada pero algo de olor hay, teniendo en cuenta que son nuevas y los cilindros estuvieron días abiertos solo puede ser que entre gasolina, además no hay mensaje de error, si fallase la bomba supongo que habría mensaje.
A ver si el lunes tengo el compresímetro y veo que pasa en los cilindros.
Lee esto, he visto algun caso que solucionó el fallo de arranque mojando de aceite los cilindros.
Mas facil que sacar los inyectores.Saqué la segunda bujía, huele claramente a gasolina y mancha el dedo al tocarla.
Comprobar la presion de combustible y el aire, no se me ocurre mas
Otra cosa se me ocurre, que esté ahogado y por eso no arranca?Saqué la segunda bujía, huele claramente a gasolina y mancha el dedo al tocarla.
Puedes probar a quitar las 4 bujias y dejar que ventile
Última edición:
adrianmou
Forista Legendario
- Modelo
- e46 320d
- Registrado
- 23 Jun 2018
- Mensajes
- 14.114
- Reacciones
- 17.483
Lee el procedimiento de mrmcar en la pagina 4. Sabe lo que se hace.Saqué la segunda bujía, huele claramente a gasolina y mancha el dedo al tocarla.
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Me pones el enlace.Lee el procedimiento de mrmcar en la pagina 4. Sabe lo que se hace.
adrianmou
Forista Legendario
- Modelo
- e46 320d
- Registrado
- 23 Jun 2018
- Mensajes
- 14.114
- Reacciones
- 17.483
I'll give you the BMW techs version.Me pones el enlace.
Caveat: Both of the below is hard on the starter.
Before I try the oil in the cylinders, we try to start the car with "Clear Flood" mode. Hold the accelerator pedal to the floor, don't be shy and don't lift. Keep cranking and see if it almost catches (engine is trying to fire on a couple of cylinders) just keep cranking and holding the pedal. If it starts to spin faster and wants to almost fire, keep going. Most of the time it will start. Trick is not to chicken out.
Remove plugs, dry them. Make every attempt to stop fuel from getting into the engine, easiest way is to lift the connectors off of the injectors. (Pulling the fuel pump fuse will see the injectors deplete the fuel out of the rail)
With the plugs out, crank the engine for about 30 seconds to chase out the fuel.
Put a few CC of oil into each cylinder. Reinstall the dry (preferably still somewhat warm from your propane torch?) plugs. Reconnect the injector connectors. Try to start remembering the clear flood mode above and don't let go of the key until it starts. It's going to run very rough and smoke a lot! Be outside. Keep feeding throttle and keep the thing running. Within about a minute it should start be running on all cylinders. Don't shut the car off, getting heat into the engine and the pistons/rings is your friend.
If it's running on all 6, drive it around some, again heating the engine is your friend. Yes the ck eng. light will likely be on.
After you're confident it will stay running, shut off KOEO and clear the ck. eng. light.
Then go drive the thing spiritedly for a half an hour.
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Les daré la versión técnica de BMW.I'll give you the BMW techs version.
Caveat: Both of the below is hard on the starter.
Before I try the oil in the cylinders, we try to start the car with "Clear Flood" mode. Hold the accelerator pedal to the floor, don't be shy and don't lift. Keep cranking and see if it almost catches (engine is trying to fire on a couple of cylinders) just keep cranking and holding the pedal. If it starts to spin faster and wants to almost fire, keep going. Most of the time it will start. Trick is not to chicken out.
Remove plugs, dry them. Make every attempt to stop fuel from getting into the engine, easiest way is to lift the connectors off of the injectors. (Pulling the fuel pump fuse will see the injectors deplete the fuel out of the rail)
With the plugs out, crank the engine for about 30 seconds to chase out the fuel.
Put a few CC of oil into each cylinder. Reinstall the dry (preferably still somewhat warm from your propane torch?) plugs. Reconnect the injector connectors. Try to start remembering the clear flood mode above and don't let go of the key until it starts. It's going to run very rough and smoke a lot! Be outside. Keep feeding throttle and keep the thing running. Within about a minute it should start be running on all cylinders. Don't shut the car off, getting heat into the engine and the pistons/rings is your friend.
If it's running on all 6, drive it around some, again heating the engine is your friend. Yes the ck eng. light will likely be on.
After you're confident it will stay running, shut off KOEO and clear the ck. eng. light.
Then go drive the thing spiritedly for a half an hour.
Advertencia: Ambos métodos son difíciles de arrancar.
Antes de probar el aceite en los cilindros, intentamos arrancar el coche con el modo "Clear Flood". Mantén el acelerador a fondo, sin miedo, y no lo levantes. Sigue girando el cigüeñal y comprueba si casi arranca (el motor intenta arrancar con un par de cilindros). Simplemente sigue girando y manteniendo el pedal. Si empieza a girar más rápido y casi arranca, sigue adelante. La mayoría de las veces arrancará. El truco es no acobardarse.
Retira los tapones y sécalos. Intenta por todos los medios evitar que entre combustible en el motor; la forma más fácil es levantar los conectores de los inyectores. (Al retirar el fusible de la bomba de combustible, los inyectores agotarán el combustible del riel).
Con las bujías desconectadas, arranca el motor durante unos 30 segundos para que salga el combustible.
Vierte unos centímetros cúbicos de aceite en cada cilindro. Vuelve a colocar las bujías secas (¿preferiblemente aún calientes del soplete de propano?). Vuelve a conectar los conectores de los inyectores. Recuerda el modo de inundación transparente mencionado anteriormente y no sueltes la llave hasta que arranque. ¡Funcionará de forma muy irregular y echará mucho humo! Permanece afuera. Sigue acelerando y mantén el motor en marcha. En aproximadamente un minuto debería funcionar con todos los cilindros. No apagues el coche; calentar el motor y los pistones/segmentos es fundamental.
Si funciona con los 6 cilindros, dale una vuelta; de nuevo, calentar el motor es fundamental. Sí, es probable que la luz de control del motor esté encendida.
Cuando estés seguro de que seguirá funcionando, apaga el KOEO y apaga la luz de control del motor.
Luego, conduce el coche con energía durante media hora.
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Os voy a subir fotos del cambio de retenes:
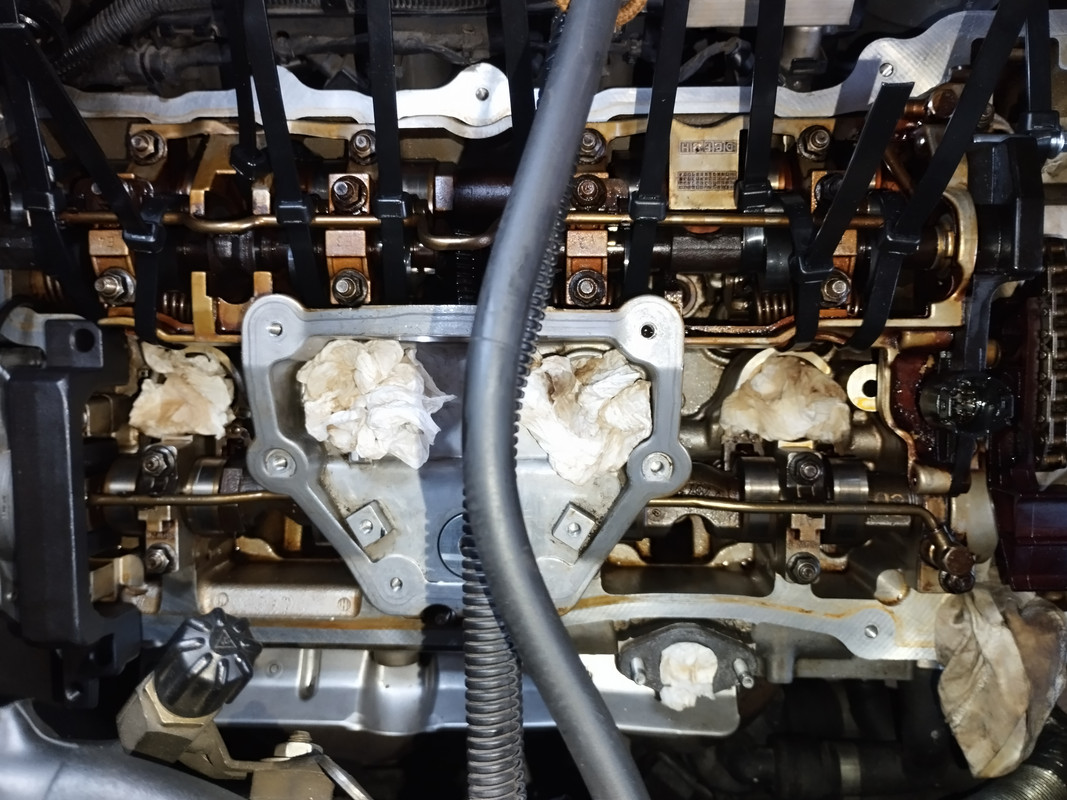
Quitar bobinas y bujías, 4 conectores y dos tierras, más el conector del motor valvetronic, deconectar el conector del valvetronic a la derecha.

Se desconecta la salida superior izquierda a la CCV y el tubo de la bomba de vacío, el árnes de bobinas se aparta a la zona del conductor y el conector de valvetronic y su motor a la zona del pasajero.

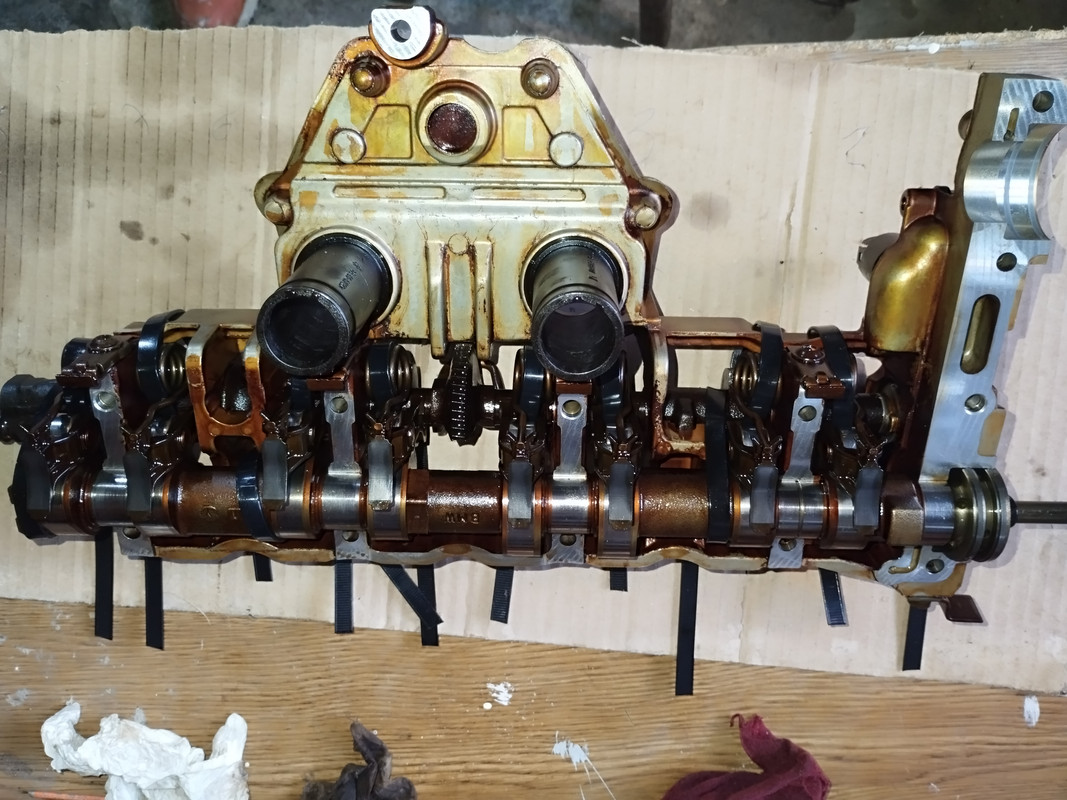
Sacamos los tornillos de la tapa de balancines y encontramos 23 años de aceites:





El árbol de admisión con el excéntrico del valvetronic, desde el eje del motor valvetronic quedan 5 dientes.

Revisión del calado original, el motor iba perfecto, la pieza de admisión queda ligeramente levantada una vez atornillado.

Herramienta árbol admisión también perfectamente, aunque no revisé exactamente si acoplaba a la perfección en su lado trasero superior que es donde no puede tener más de 1 mm de separación de la culata.

El delantero también entra sin forzar nada

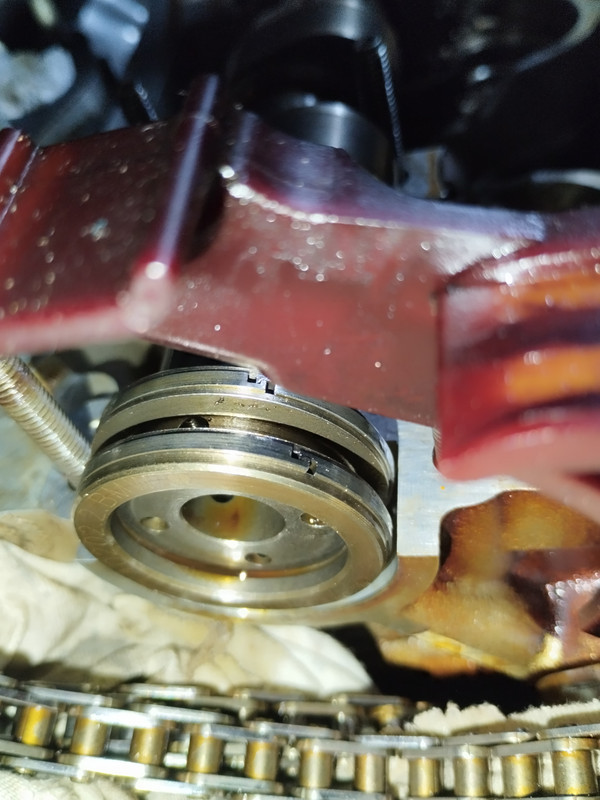
Marco el PMI del primer cilindro, ojo que luego la correa no coincide porque fue casualidad que quedase ahí, tiene una longitud distinta al calado

Quito tensor de cadena
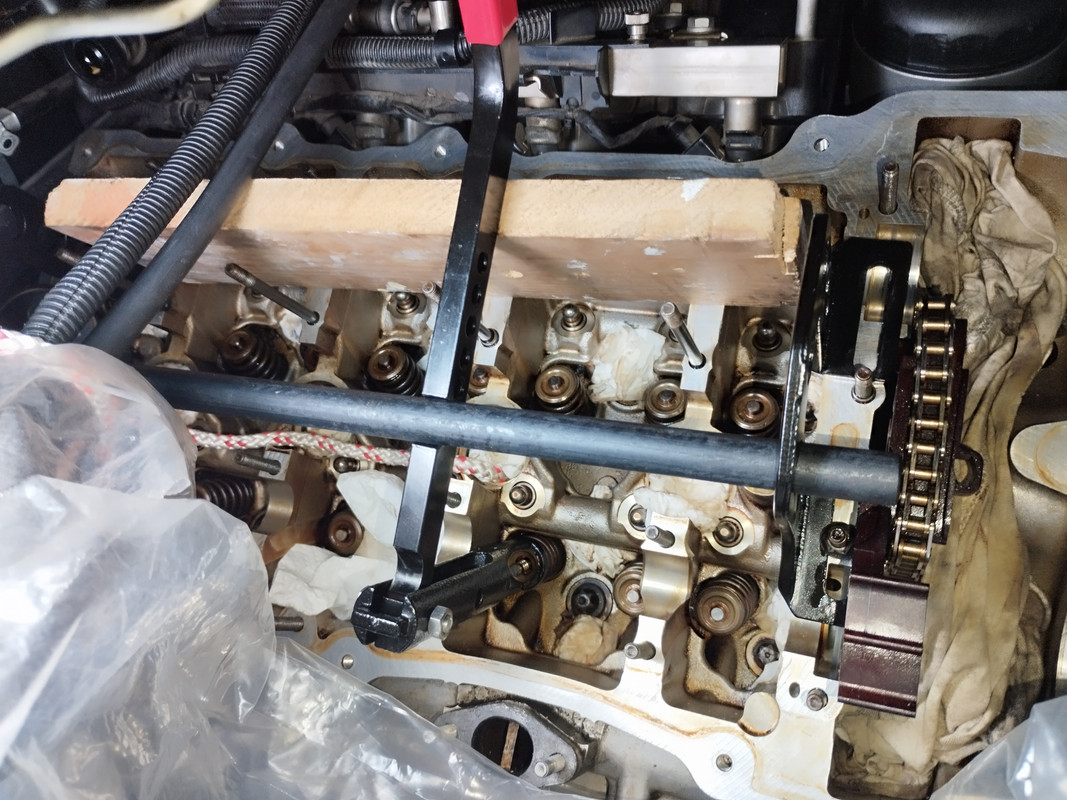
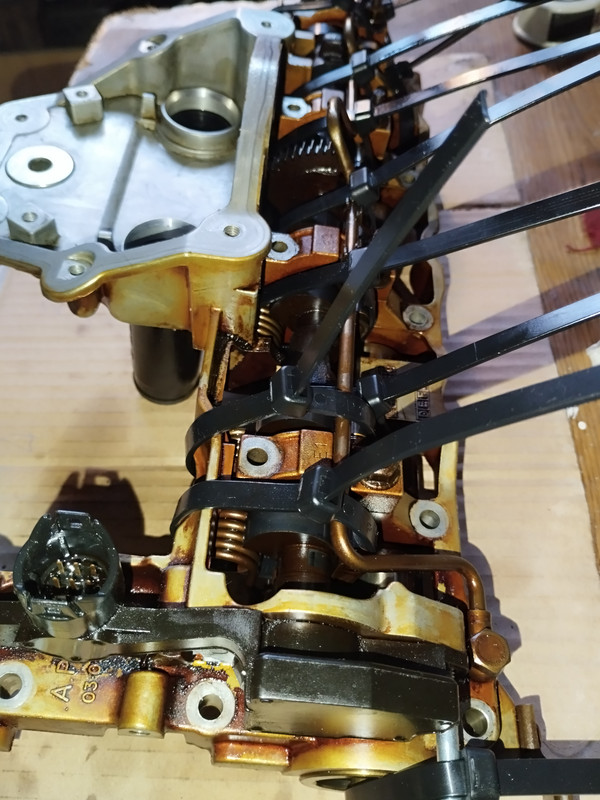
Empiezo a colocar bridas en árbol de admisión, las de la zona de centro más complicado, la doblo y con ayuda de un alambre rodeo el muelle y la palanca intermedia para que no se suelte al sacarlo.

Se van pasando bridas por el segundo agujero de las palancas intermedias y rodeando muelles, donde se puede se rodea por el exterior de la pieza a sacar.

Al final y al principio se ata doble brida, busqué las bridas mas potentes que entraban por el agujero.

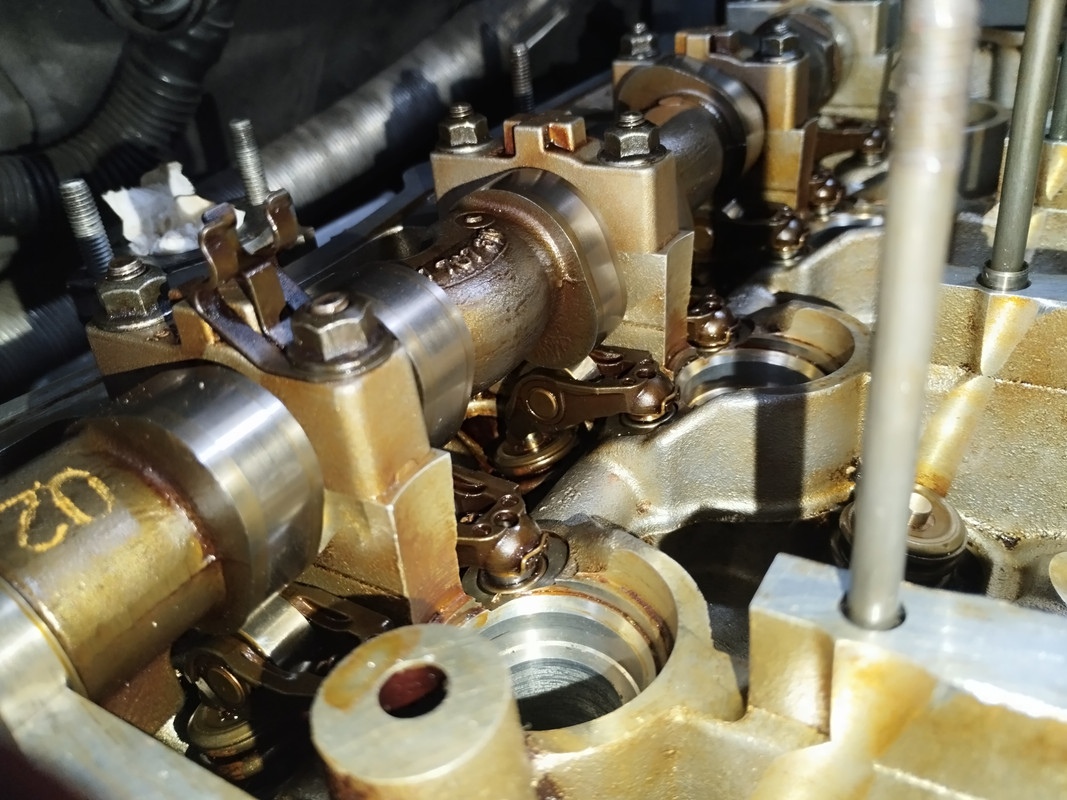
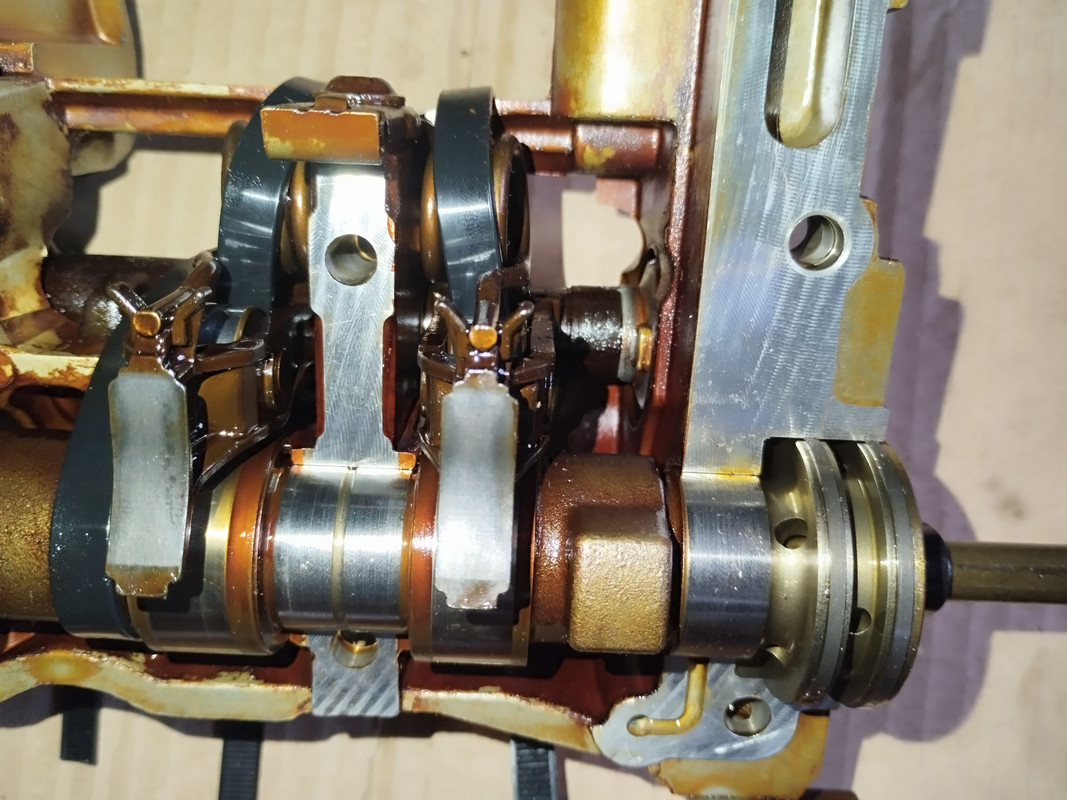
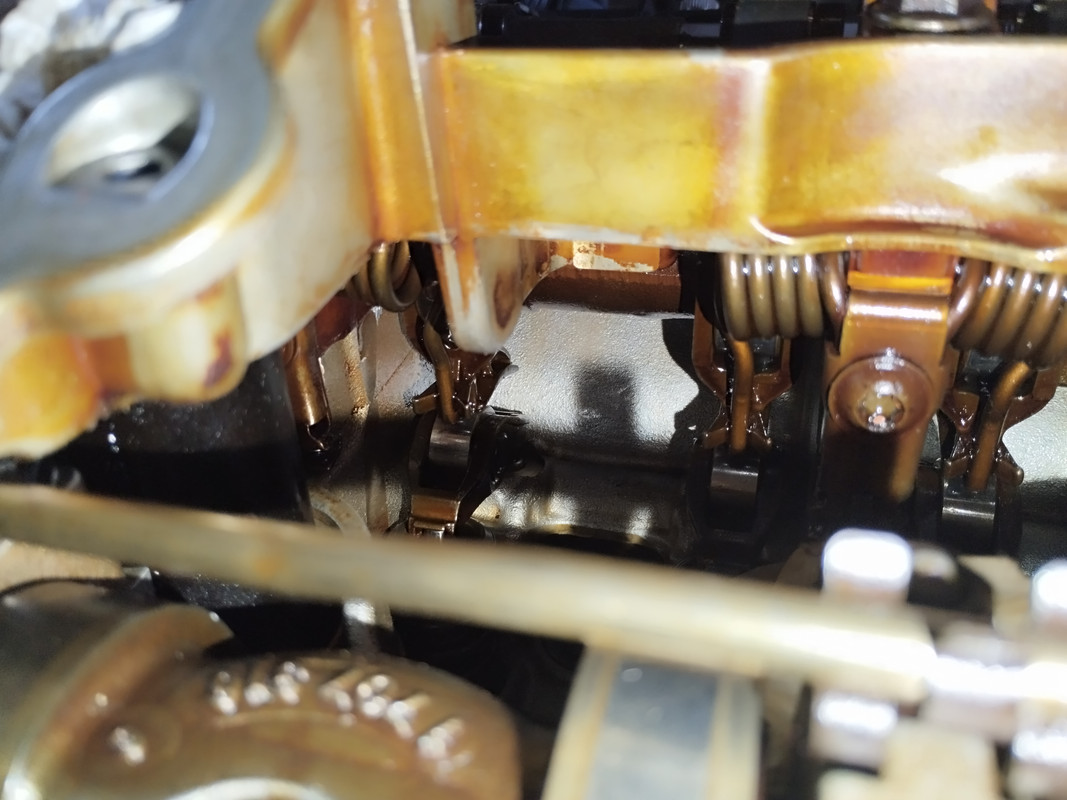
Quitado arbol admisión con su conjunto, quedan a la vista balancines y muelles de las válvulas

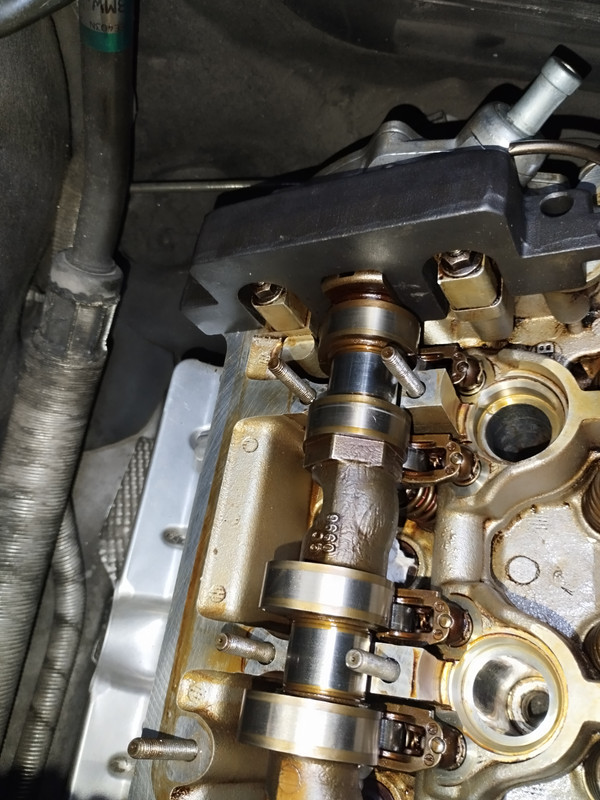
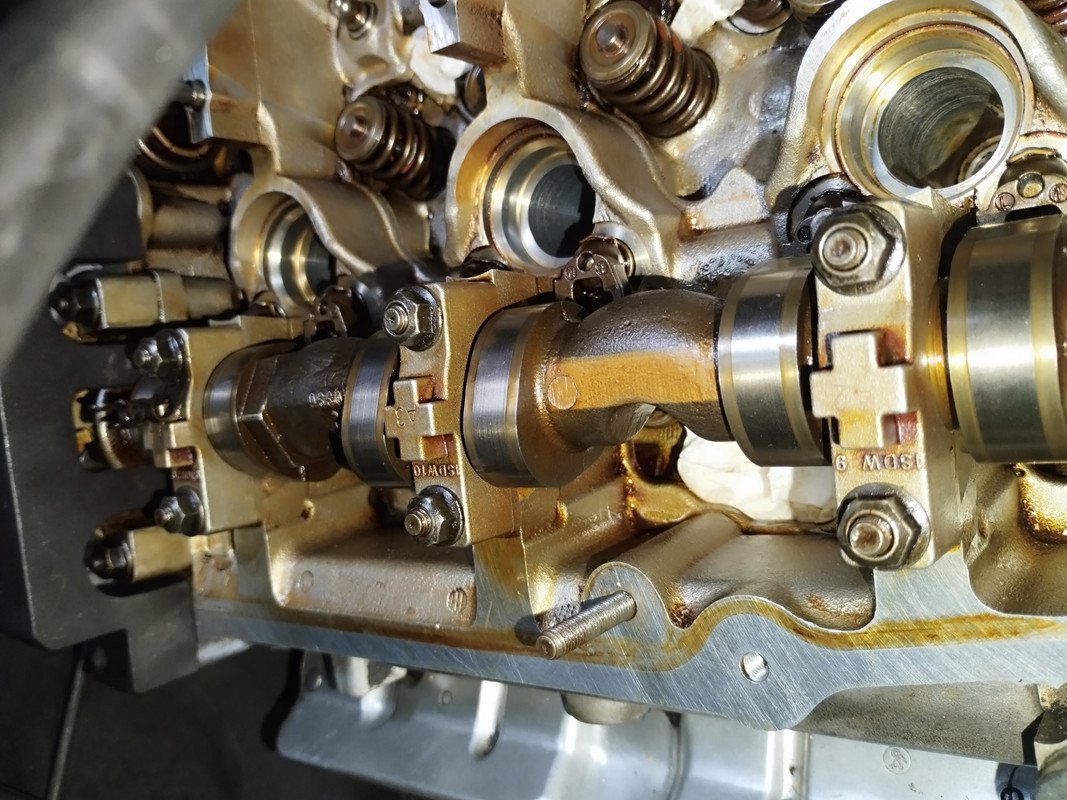
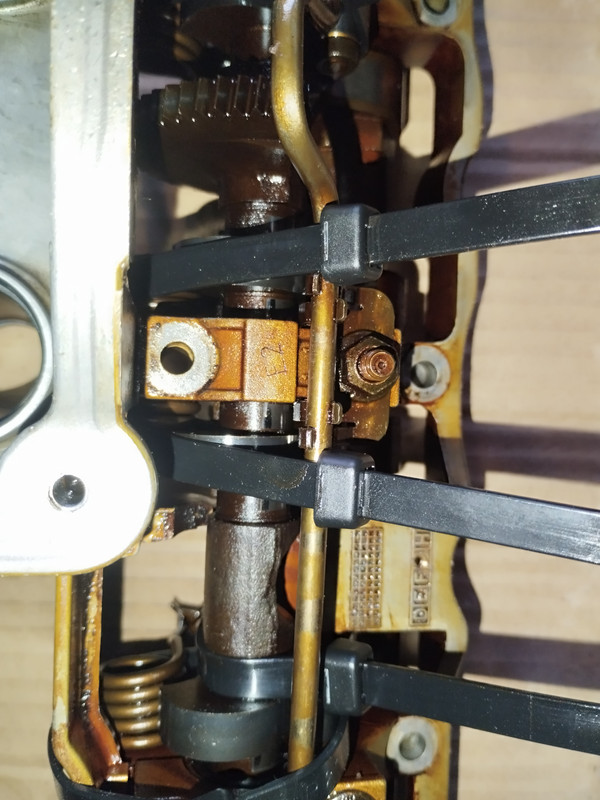
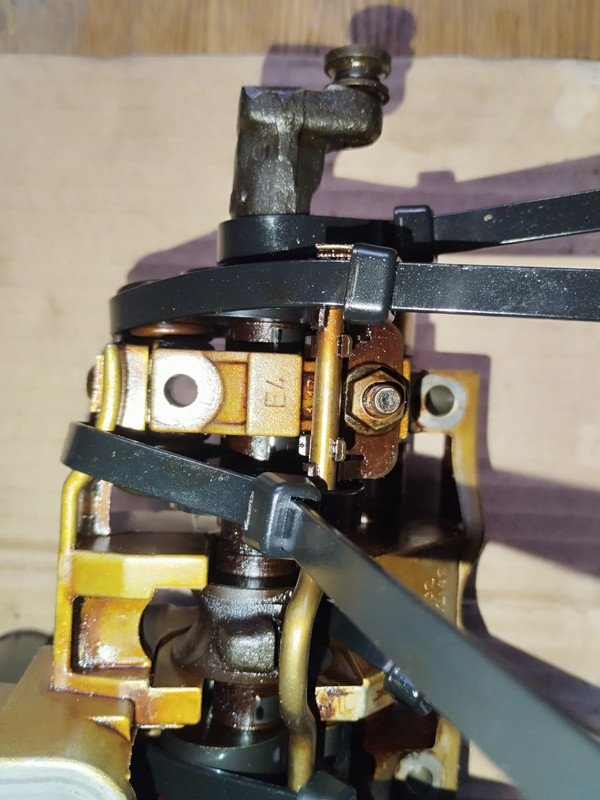
Imagen de la posición del arbol de escape, los lobulos hacia el colector, que coincide con la pieza final contra la bomba de vación curva para arriba. Se ve perfectamente la posición de las crucetas y su texto, van numeradas de 1 a 4 con la palabra A.

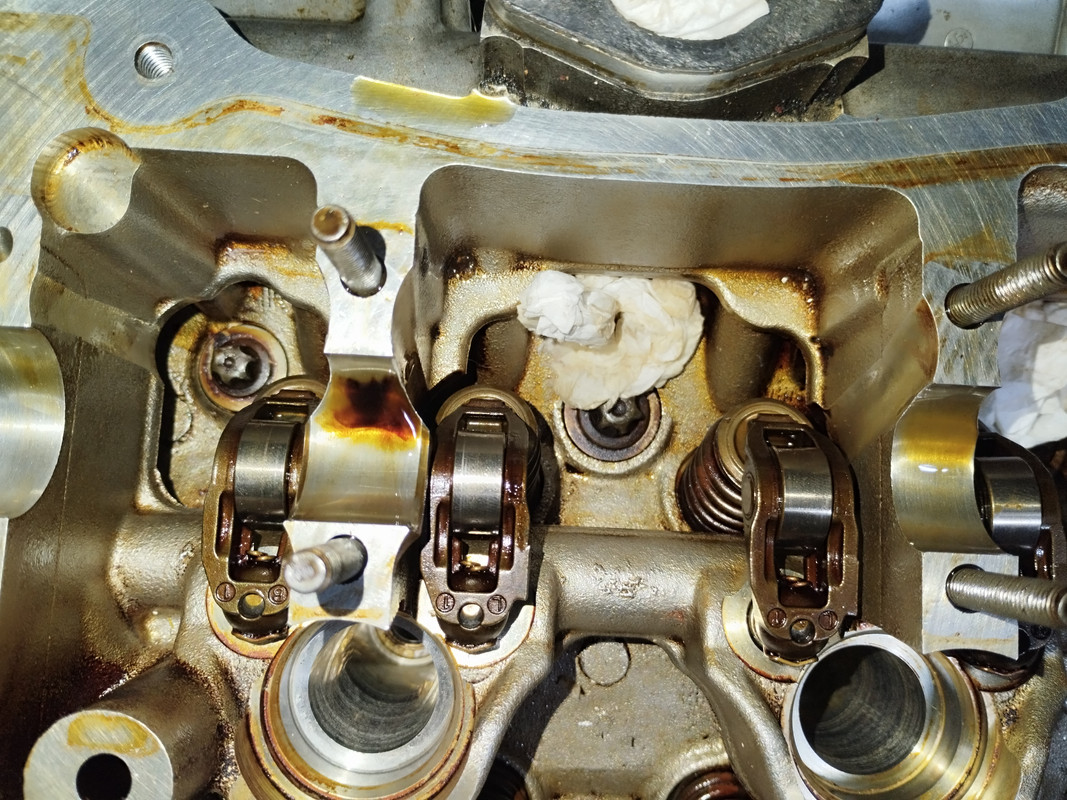
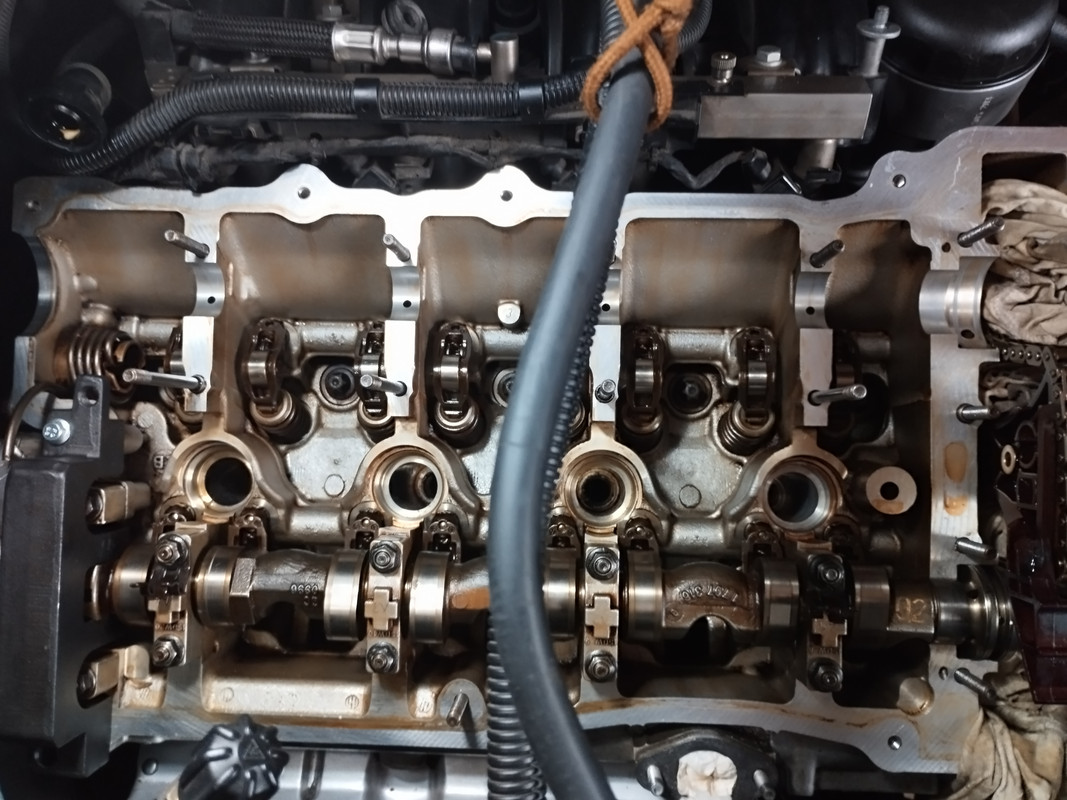
Quitado el arbol de escape y vanos, retirados los balancines y se ven las cabezas de muelles de valvulas.

Quitar bobinas y bujías, 4 conectores y dos tierras, más el conector del motor valvetronic, deconectar el conector del valvetronic a la derecha.
Se desconecta la salida superior izquierda a la CCV y el tubo de la bomba de vacío, el árnes de bobinas se aparta a la zona del conductor y el conector de valvetronic y su motor a la zona del pasajero.
Sacamos los tornillos de la tapa de balancines y encontramos 23 años de aceites:
El árbol de admisión con el excéntrico del valvetronic, desde el eje del motor valvetronic quedan 5 dientes.
Revisión del calado original, el motor iba perfecto, la pieza de admisión queda ligeramente levantada una vez atornillado.
Herramienta árbol admisión también perfectamente, aunque no revisé exactamente si acoplaba a la perfección en su lado trasero superior que es donde no puede tener más de 1 mm de separación de la culata.
El delantero también entra sin forzar nada
Marco el PMI del primer cilindro, ojo que luego la correa no coincide porque fue casualidad que quedase ahí, tiene una longitud distinta al calado
Quito tensor de cadena
Empiezo a colocar bridas en árbol de admisión, las de la zona de centro más complicado, la doblo y con ayuda de un alambre rodeo el muelle y la palanca intermedia para que no se suelte al sacarlo.
Se van pasando bridas por el segundo agujero de las palancas intermedias y rodeando muelles, donde se puede se rodea por el exterior de la pieza a sacar.
Al final y al principio se ata doble brida, busqué las bridas mas potentes que entraban por el agujero.
Quitado arbol admisión con su conjunto, quedan a la vista balancines y muelles de las válvulas
Imagen de la posición del arbol de escape, los lobulos hacia el colector, que coincide con la pieza final contra la bomba de vación curva para arriba. Se ve perfectamente la posición de las crucetas y su texto, van numeradas de 1 a 4 con la palabra A.
Quitado el arbol de escape y vanos, retirados los balancines y se ven las cabezas de muelles de valvulas.
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
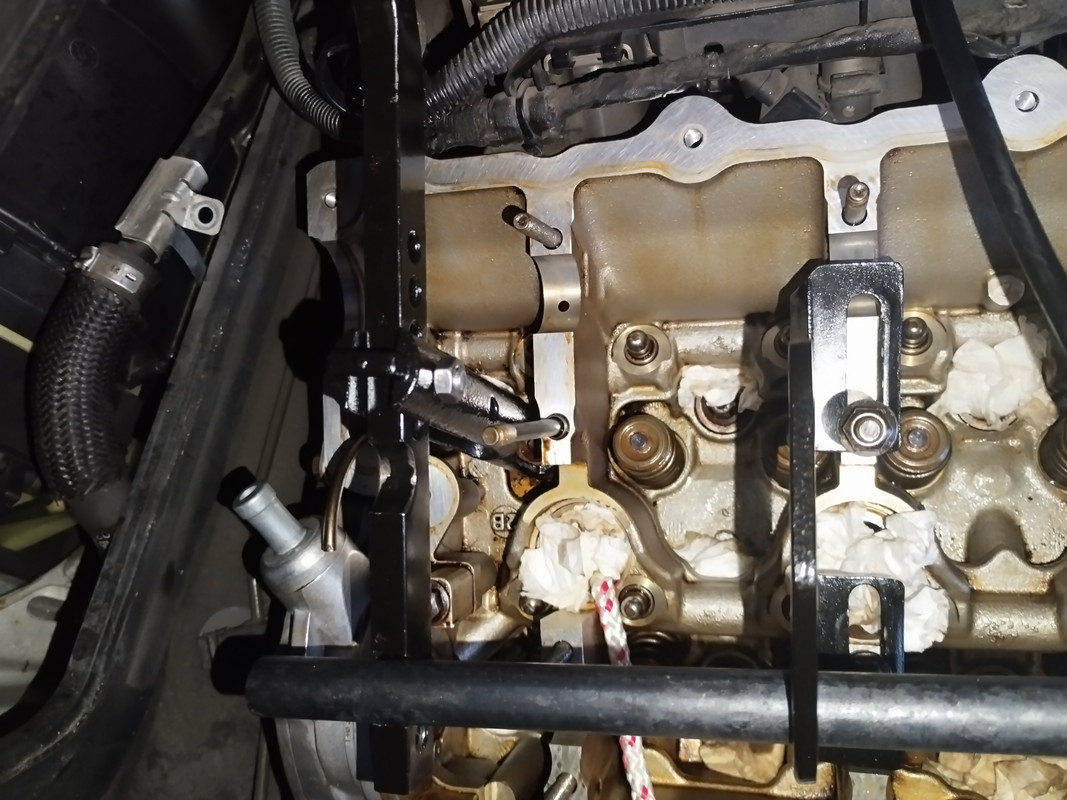
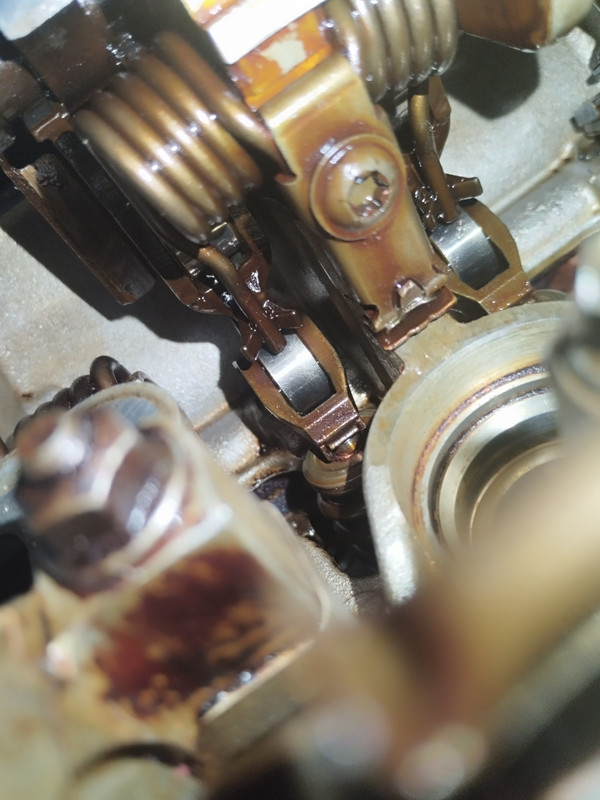
Se pone el útil y se retira el primer muelle después de meter cuerda de 6 mm por el hueco de la vélvula y comprimirla subiendo pistón. Se retiran seguros se cambia el sello por el nuevo se recoloca muelle y seguros y listo.


Para poder fijar el útil y poner con tranquilidad los seguros me ayudé de una tabla apoyada en la culata repartiendo la carga entre tres apoyos.

Diferencia entre viejos y nuevo

Los últimos son muy complicados de poner con este tipo de compresor, solo fui capaz de poner uno, quedo el otro sin cambiar
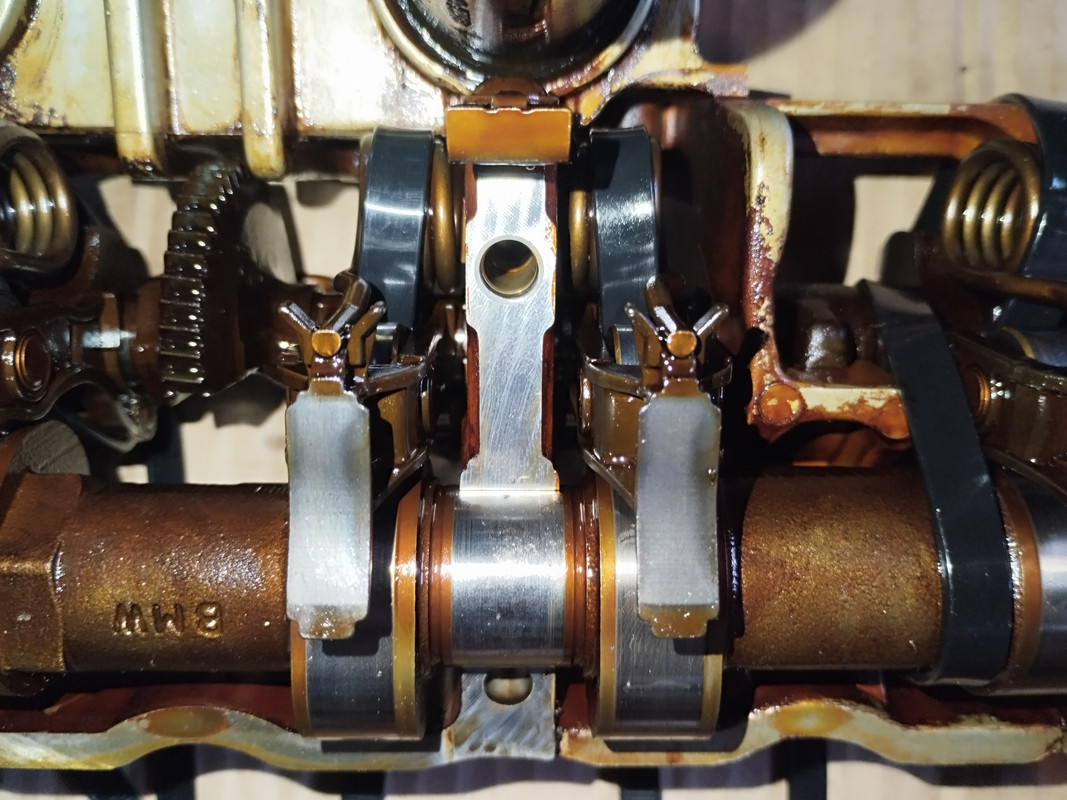
Se recolocan los balancines, en este caso los de escape, en el mismo orden que se sacaron, es muy importante porque cada uno tiene un ajuste distinto.
Se coloca el árbol de escape, la numeración inicial, el lóbulo para el colector y la parte final curva para arriba, no hay perdida
El tramo final del escape con la pieza de calado puesta, la parte curva para arriba
Revisar los anillos en la zona del vanos que rompen con mucha facilidad, luego ajustan contra el vanos y evitan la salida de aceite, en esta imagen aun no está en su posición definitiva el árbol de escape.
Se colocan las crucetas en el mismo orden de salida, con los textos hacía la zona del colector, se aprietan tornillos a 10 Nm, fijarse en que los balancines estén bien colocados que es facil que se deslicen fuera de la válvula
Trabajo terminado en árbol de levas listo
Ahora toca meter el conjunto de admisión bien atado con las bridas, repasé la posición de todas las palancas intermedias y muelles para que estuviesen en su sitio.
Hay que revisar bien lo de los muelles que la cabeza esté colocada en esa especie de "Y" para que luego no se salga de sitio como le pasó a Segundojazz
Se cambian las junta de los dos tubos de plástico que protegen el paso de las bujías y se colocan en su sitio, luego el conjunto con cuidado y no retorciendo para no deslizar los balancines de su sitio
Se revisan los muelles una vez puestos que estén aun en la "Y", y las palancas intermedias, la zona central es mas complicada de ver pero después de casi una hora con luces y cámara las comprobé, todo en su sitio. Se aprietan los tornillos a 10 Nm en espiral del centro a extremos, primero aproximadamente a 5NM y luego a 10 Nm
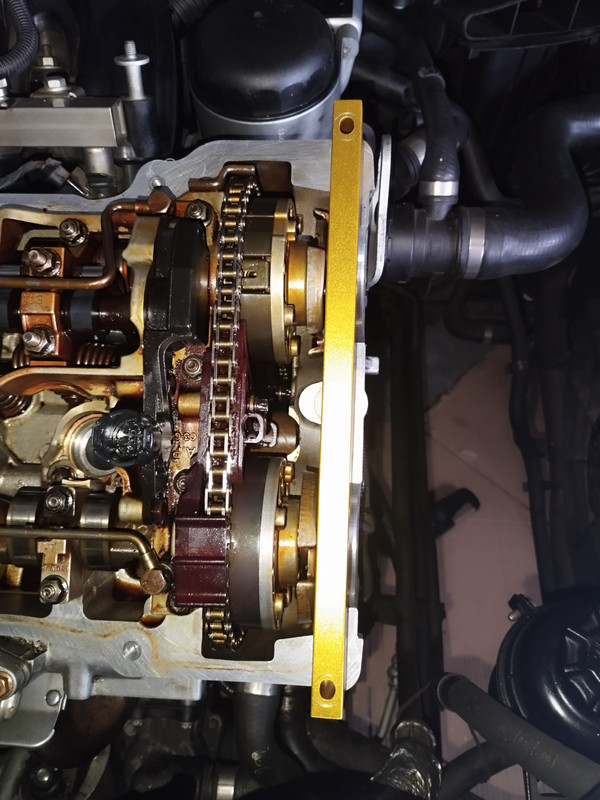
Se coloca la herramienta de calado en el extremo, lo curvo hacia arriba, previamente hemos puesto en posición el muelle final, para ello con ayuda de una cuerda y tirando desde el lado del conductor se hace bien, antes habremos colocado el pin en el volante motor para fijar la posición del cigüeñal y calar todo bien.

Se coloca ahora el útil en el sitio del tensor, primero se mete a tope la parte exterior, el tornillo central aun no se aprieta
Ahora toca colocar los vanos, primero el de la zona del volante, el de admisión, fijarse que pone EIN/IN, no son intercambiables

Luego el de escape AUX/EX

Se pone la pieza delantera de calado ajustando a los huecos de la chapitas del vanos, ojo hay que repartir lo mismo en cada cabeza para que quede lo mas centrada posible, se fija con los dos tornillos que trae a 8 Nm, evidentemente ya hemos metido tornillos nuevos en cada vano, no son reutilizables porque al dar los giros de apriete seguramente se plástifican y el acero no recupere parte de su deformación, con lo cual si repite el procedimiento puede que a la segunda corras el riesgo de que ya ni apreten bien o te puedan partir.

Se aflojan media vuelta los tornillos del vanos para que queden libres de movimiento, y se empieza a apretar el útil de tensor a 0.6 Nm, decir que no entra una dinamométrica en el sitio, BMW tiene una herramienta muy sofisticada para ello, yo lo hice descomponiendo el par en una fuerza por distancia con ayuda de una llave fija, 358 gr a 17 cm un peso colgado de un cordón en el extremo de la llave, así hasta que no bajó más.

El truco parece ser que la cadena quede bien tensada entre los dos vanos porque sino al soltar la herramienta el árbol de escape está empujado por las levas y muelles, y buscará la posición separandose del de admisión, por eso si no la dejas tensa luego el calado no va bien y te sube la herramienta del fondo más de 1 mm, y no encajan delante los dos huecos con la correspondiente placa color dorado de herraje.
Ahora viene el apriete de los tornillos del vanos, 20 Nm+90º+90º, empezando por el de escape según el TIS, hice una marca con el rotulador para ver claramente los 180º a girar cada uno. El orden fue meter 20 NM a escape luego admisión, luego 90º a escape, 90 admisión, 90 escape y 90 admisión
Al final se comprueba que las marcas que haces en el tornillo han recorrido 180º

Se saca el útil del tensor y se pone el tensor a fondo, se sacan la herramienta de calado, incluido el PIN del cigüeñal.
Se dan dos vueltas de cigüeñal despacio, escuchando si hay crujidos, luego se vuelve a poner el PIN del cigüeñal y las herramientas de calado arriba. Entró sin forzar la delantera.
La trasera acopló perfecta también, en la foto puede parecer que hay algo de holgura pero no entraba ni un papel de lija fino, cuando la tolerancia que deja el TIS es de hasta 1mm

Para poder fijar el útil y poner con tranquilidad los seguros me ayudé de una tabla apoyada en la culata repartiendo la carga entre tres apoyos.
Diferencia entre viejos y nuevo
Los últimos son muy complicados de poner con este tipo de compresor, solo fui capaz de poner uno, quedo el otro sin cambiar
Se recolocan los balancines, en este caso los de escape, en el mismo orden que se sacaron, es muy importante porque cada uno tiene un ajuste distinto.
Se coloca el árbol de escape, la numeración inicial, el lóbulo para el colector y la parte final curva para arriba, no hay perdida
El tramo final del escape con la pieza de calado puesta, la parte curva para arriba
Revisar los anillos en la zona del vanos que rompen con mucha facilidad, luego ajustan contra el vanos y evitan la salida de aceite, en esta imagen aun no está en su posición definitiva el árbol de escape.
Se colocan las crucetas en el mismo orden de salida, con los textos hacía la zona del colector, se aprietan tornillos a 10 Nm, fijarse en que los balancines estén bien colocados que es facil que se deslicen fuera de la válvula
Trabajo terminado en árbol de levas listo
Ahora toca meter el conjunto de admisión bien atado con las bridas, repasé la posición de todas las palancas intermedias y muelles para que estuviesen en su sitio.
Hay que revisar bien lo de los muelles que la cabeza esté colocada en esa especie de "Y" para que luego no se salga de sitio como le pasó a Segundojazz
Se cambian las junta de los dos tubos de plástico que protegen el paso de las bujías y se colocan en su sitio, luego el conjunto con cuidado y no retorciendo para no deslizar los balancines de su sitio
Se revisan los muelles una vez puestos que estén aun en la "Y", y las palancas intermedias, la zona central es mas complicada de ver pero después de casi una hora con luces y cámara las comprobé, todo en su sitio. Se aprietan los tornillos a 10 Nm en espiral del centro a extremos, primero aproximadamente a 5NM y luego a 10 Nm
Se coloca la herramienta de calado en el extremo, lo curvo hacia arriba, previamente hemos puesto en posición el muelle final, para ello con ayuda de una cuerda y tirando desde el lado del conductor se hace bien, antes habremos colocado el pin en el volante motor para fijar la posición del cigüeñal y calar todo bien.
Se coloca ahora el útil en el sitio del tensor, primero se mete a tope la parte exterior, el tornillo central aun no se aprieta
Ahora toca colocar los vanos, primero el de la zona del volante, el de admisión, fijarse que pone EIN/IN, no son intercambiables
Luego el de escape AUX/EX
Se pone la pieza delantera de calado ajustando a los huecos de la chapitas del vanos, ojo hay que repartir lo mismo en cada cabeza para que quede lo mas centrada posible, se fija con los dos tornillos que trae a 8 Nm, evidentemente ya hemos metido tornillos nuevos en cada vano, no son reutilizables porque al dar los giros de apriete seguramente se plástifican y el acero no recupere parte de su deformación, con lo cual si repite el procedimiento puede que a la segunda corras el riesgo de que ya ni apreten bien o te puedan partir.
Se aflojan media vuelta los tornillos del vanos para que queden libres de movimiento, y se empieza a apretar el útil de tensor a 0.6 Nm, decir que no entra una dinamométrica en el sitio, BMW tiene una herramienta muy sofisticada para ello, yo lo hice descomponiendo el par en una fuerza por distancia con ayuda de una llave fija, 358 gr a 17 cm un peso colgado de un cordón en el extremo de la llave, así hasta que no bajó más.
El truco parece ser que la cadena quede bien tensada entre los dos vanos porque sino al soltar la herramienta el árbol de escape está empujado por las levas y muelles, y buscará la posición separandose del de admisión, por eso si no la dejas tensa luego el calado no va bien y te sube la herramienta del fondo más de 1 mm, y no encajan delante los dos huecos con la correspondiente placa color dorado de herraje.
Ahora viene el apriete de los tornillos del vanos, 20 Nm+90º+90º, empezando por el de escape según el TIS, hice una marca con el rotulador para ver claramente los 180º a girar cada uno. El orden fue meter 20 NM a escape luego admisión, luego 90º a escape, 90 admisión, 90 escape y 90 admisión
Al final se comprueba que las marcas que haces en el tornillo han recorrido 180º
Se saca el útil del tensor y se pone el tensor a fondo, se sacan la herramienta de calado, incluido el PIN del cigüeñal.
Se dan dos vueltas de cigüeñal despacio, escuchando si hay crujidos, luego se vuelve a poner el PIN del cigüeñal y las herramientas de calado arriba. Entró sin forzar la delantera.
La trasera acopló perfecta también, en la foto puede parecer que hay algo de holgura pero no entraba ni un papel de lija fino, cuando la tolerancia que deja el TIS es de hasta 1mm
Última edición:
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Comprobado el calado, se quitan herramientas, y se vuelve a poner la tapa de balancines cambiando las dos juntas grandes que tiene, como tuve que hacer el calado por tercera vez al final de estar todo correcto, revisé los balancines, muelles y palancas intermedias, todo en su sitio.
La tapa de balancines tiene todos los tornillos iguales menos dos centrales mas largos y una esquina donde va atornillada el tubo de la bomba de vacio, se coloca la tapa con silicona especial en las medias lunas y se aprieta en espiral del centro a borde con 10 Nm
Se recoloca el tubo de la bomba de vacio con su brida, se fija al tornillo extremo de la tapa de balancines, se vuelven a poner las bobinas en su sitio, se coloca la junta del conector del sensor de valvetronic nueva, se atornillan las dos masas del cableado de las bobinas se conectan los cables de las bobinas, y trabajo listo.
Ahora toca cruzar los dedos meter la llave a posición II dejar que el valvetronic se regule solo durante medio minutos, un ruido tipico de muelles, después si todo ha ido bien arranque.
Pero si has tenido a las brujas en contra solo oirás el motor de arranque pero ningún amago de arrancar.
Tienes bujías nuevas NGK iridio, chispa, huele a gasolina pero ni amago de arrancar, aquí lo enlazo con todo el relato que llevamos.
Solo me falta comprobar el lunes la compresión de cilindros pero no entiendo donde está el misterio.
La tapa de balancines tiene todos los tornillos iguales menos dos centrales mas largos y una esquina donde va atornillada el tubo de la bomba de vacio, se coloca la tapa con silicona especial en las medias lunas y se aprieta en espiral del centro a borde con 10 Nm
Se recoloca el tubo de la bomba de vacio con su brida, se fija al tornillo extremo de la tapa de balancines, se vuelven a poner las bobinas en su sitio, se coloca la junta del conector del sensor de valvetronic nueva, se atornillan las dos masas del cableado de las bobinas se conectan los cables de las bobinas, y trabajo listo.
Ahora toca cruzar los dedos meter la llave a posición II dejar que el valvetronic se regule solo durante medio minutos, un ruido tipico de muelles, después si todo ha ido bien arranque.
Pero si has tenido a las brujas en contra solo oirás el motor de arranque pero ningún amago de arrancar.
Tienes bujías nuevas NGK iridio, chispa, huele a gasolina pero ni amago de arrancar, aquí lo enlazo con todo el relato que llevamos.
Solo me falta comprobar el lunes la compresión de cilindros pero no entiendo donde está el misterio.
Última edición:
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Como sigo a la espera del compresímetro he estado revisando de nuevo los fusibles, esta vez incluido los del cinco del compartimento del DME, están bien.
Saqué el asiento trasero para ver si oía el motor de la bomba de combustible, levanté aislamiento, desatornillado la tapa y si se escucha el zumbido del motor del aforador.
Una cosa menos.
Saqué el asiento trasero para ver si oía el motor de la bomba de combustible, levanté aislamiento, desatornillado la tapa y si se escucha el zumbido del motor del aforador.
Una cosa menos.
Última edición:
Stick Hero
En Practicas
- Modelo
- E46 330i Sedán
- Registrado
- 28 Jul 2024
- Mensajes
- 242
- Reacciones
- 276
Estoy seguro al 99,99999999999% de que esto no tiene importancia. Pero por entretenerme.apretar el útil de tensor a 0.6 Nm, decir que no entra una dinamométrica en el sitio, BMW tiene una herramienta muy sofisticada para ello, yo lo hice descomponiendo el par en una fuerza por distancia con ayuda de una llave fija, 358 gr a 17 cm un peso colgado de un cordón en el extremo de la llave, así hasta que no bajó más.
Para dejar el aparejo fino filipino habría que:
* Procurar que la llave se mantenga horizontal en el momento del apriete final.
* Procurar que la llave no pese nada, o incluir el peso de la llave en el estudio.
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Está claro que intervienen esos factores pero estamos hablando de variaciones mínimas, y en el fondo creo que lo que buscan es que tenses la cadena lo suficiente para que luego el vanos de escape no gire respecto a admisión, pero que no acabes rompiendo la guía que empujas porque la punta del tornillo es semiesférica.Estoy seguro al 99,99999999999% de que esto no tiene importancia. Pero por entretenerme.
Para dejar el aparejo fino filipino habría que:
* Procurar que la llave se mantenga horizontal en el momento del apriete final.
* Procurar que la llave no pese nada, o incluir el peso de la llave en el estudio.
En teoría sería peso de la llave por mitad de su longitud genera un par inicial que habría que restar del total para calcular peso exacto a poner.
Última edición:
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Finalmente he hecho la medición de compresión y no hay compresión, 7 bares en el 1 y 2, no llega a 3 en 3 y 4, como veo que es imposible que quedasen válvulas mal asentadas en todos, o que el valvetronic esté empujando todas las válvulas y eso evite compresión, solo queda la catastrófica, se ha deformado la culata en la zona trasera donde estaba fijado el puente y ha deformado el resto.
Ese tipo de compresor es complicado de ir asentando y hay que hacer mucha fuerza para comprimir muelle, mucho tiempo en cada retén, ya llevaba días con ello en la cabeza. En fin, ahora una liada mucho mayor, desmontar culata y ver si se puede rectificar o sino buscar una de segunda mano.
Ya me parecía muy raro que no funcionase ni un poco al arrancar la primera vez, ni a la segunda, pero la tercera estaba perfecto el calado, lo he comprobado hoy y encajaban perfectamente todas las herramientas.
Ese tipo de compresor es complicado de ir asentando y hay que hacer mucha fuerza para comprimir muelle, mucho tiempo en cada retén, ya llevaba días con ello en la cabeza. En fin, ahora una liada mucho mayor, desmontar culata y ver si se puede rectificar o sino buscar una de segunda mano.
Ya me parecía muy raro que no funcionase ni un poco al arrancar la primera vez, ni a la segunda, pero la tercera estaba perfecto el calado, lo he comprobado hoy y encajaban perfectamente todas las herramientas.
¿Y no puede ser algo mal instalado o ajustado del sistema valvetronic?Finalmente he hecho la medición de compresión y no hay compresión, 7 bares en el 1 y 2, no llega a 3 en 3 y 4, como veo que es imposible que quedasen válvulas mal asentadas en todos, o que el valvetronic esté empujando todas las válvulas y eso evite compresión, solo queda la catastrófica, se ha deformado la culata en la zona trasera donde estaba fijado el puente y ha deformado el resto.
Ese tipo de compresor es complicado de ir asentando y hay que hacer mucha fuerza para comprimir muelle, mucho tiempo en cada retén, ya llevaba días con ello en la cabeza. En fin, ahora una liada mucho mayor, desmontar culata y ver si se puede rectificar o sino buscar una de segunda mano.
Ya me parecía muy raro que no funcionase ni un poco al arrancar la primera vez, ni a la segunda, pero la tercera estaba perfecto el calado, lo he comprobado hoy y encajaban perfectamente todas las herramientas.
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Tiene menos de 3 bar justo donde estaba el puente al fondo entre el cilindro 3 y 4, el delantero estaba en el frente que no tiene la perforación de las bujías, donde hay bujías la sección se debilita mucho para andar tirando fuerte.¿Y no puede ser algo mal instalado o ajustado del sistema valvetronic?
Última edición:
Uff, entendido. Pues que faena... Pero mucho animo, le haces culata y reestrenasTiene menos de 3 bar justo donde estaba el puente al fondo entre el cilindro 3 y 4, el delantero están en el frente que no tiene la perforación de las bujías, donde hay bujías la sección se debilita mucho para andar tirando fuerte
Stick Hero
En Practicas
- Modelo
- E46 330i Sedán
- Registrado
- 28 Jul 2024
- Mensajes
- 242
- Reacciones
- 276
Tranquilamente desde el sofá de mi casa...
Llevaba días esperando a que midieses la compresión, porque me imaginaba que ibas a encontrarte con esto.
Estoy de acuerdo en que lo de cambiar retenes sin quitar culata, suena a "fuerza brutal".
Pero reconozco que me cuesta imaginar que hayas doblado la culata hasta tal punto que te quedes sin compresión.
¿Será que el valvetronic no "abre" por lo que sea? ¿Será que tienes alguna obstrucción en la entrada de aire? ¿Será que tienes algo fuera de sincronía cilindros-válvulas, y la compresión no ocurre?
Desde el respeto y la ignorancia... 3 bares me parece demasiado catastrófico para pensar en deformación de una culata que no se ha movido del bloque.
Llevaba días esperando a que midieses la compresión, porque me imaginaba que ibas a encontrarte con esto.
Estoy de acuerdo en que lo de cambiar retenes sin quitar culata, suena a "fuerza brutal".
Pero reconozco que me cuesta imaginar que hayas doblado la culata hasta tal punto que te quedes sin compresión.
¿Será que el valvetronic no "abre" por lo que sea? ¿Será que tienes alguna obstrucción en la entrada de aire? ¿Será que tienes algo fuera de sincronía cilindros-válvulas, y la compresión no ocurre?
Desde el respeto y la ignorancia... 3 bares me parece demasiado catastrófico para pensar en deformación de una culata que no se ha movido del bloque.
Última edición:
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
Lo que queda para confirmarlo es quitar ejes y medir a culata limpia. Pero todo me cuadra por los resultados. Podria haber alguna válvula mal asentada, pero todos los cilindros es imposible y más tan parejo.Tranquilamente desde el sofá de mi casa...
Llevaba días esperando a que midieses la compresión, porque me imaginaba que ibas a encontrarte con esto.
Estoy de acuerdo en que lo de cambiar retenes sin quitar culata, suena a "fuerza brutal".
Pero reconozco que me cuesta imaginar que hayas doblado la culata hasta tal punto que te quedes sin compresión.
¿Será que el valvetronic no "abre" por lo que sea? ¿Será que tienes alguna obstrucción en la entrada de aire? ¿Será que tienes algo fuera de sincronía cilindros-válvulas, y la compresión no ocurre?
Desde el respeto y la ignorancia... 3 bares me parece demasiado catastrófico para pensar en deformación de una culata que no se ha movido del bloque.
Es que está culata tiene unos rebajes en la zona de la bujía que la debilitan mucho frente a estas tracciones, si tiene que tiene que soportar la presión del cilindro pero ha sido mucho tirar al hacer palanca durante día y medio que me llevó.
.La verdad es que ese compresor de muelles ya me daba mala espina desde siempre pero al probar con la primera válvula me sorprendió la fuerza que había que hacer, no caí en ese momento en la fragilidad de la culata. Desde el miércoles ya me había dominado la idea de que era lo que no dejaba arrancar ni un poco.
Última edición:
Stick Hero
En Practicas
- Modelo
- E46 330i Sedán
- Registrado
- 28 Jul 2024
- Mensajes
- 242
- Reacciones
- 276
Motivos para la esperanza de un ignorante como yo.Lo que queda para confirmarlo es quitar ejes y medir a culata limpia. Pero todo me cuadra por los resultados. Podria haber alguna válvula mal asentada, pero todos los cilindros es imposible y más tan parejo.
Es que está culata tiene unos rebajes en la zona de la bujía que la debilitan mucho frente a estas tracciones, si tiene que tiene que soportar la presión del cilindro pero ha sido mucho tirar al hacer palanca durante día y medio que me llevó.
.La verdad es que ese compresor de muelles ya me daba mala espina desde siempre pero al probar con la primera válvula me sorprendió la fuerza que había que hacer, no caí en ese momento en la fragilidad de la culata. Desde el miércoles ya me había dominado la idea de que era lo que no dejaba arrancar ni un poco.
Esa zona no sólo ha de aguantar la explosión del cilindro, sino también la compresión del muelle. Hasta 3000 veces por minuto cada válvula.
Es más, si sacases culata para cambiar retenes, también tendrías que comprimir muelles contra la culata.
Lo que más me asusta del procedimiento, es pensar que empujo el muelle en un ángulo incorrecto y termino ejerciendo fuerzas sobre el vástago, o la válvula contra el pistón (o cordón). O que topo el muelle y termino haciendo fuerza sobre la culata directamente.
Última edición:
EloyGM
Forista
- Modelo
- 330i E46
- Registrado
- 10 Mar 2015
- Mensajes
- 1.400
- Reacciones
- 1.096
Se me hace raro que hayas doblado la culata, la verdad.
Antes de sacarla, vuelve a medir compresiones sin los árboles de levas, a ver si sigue igual de compresión o por el contrario, están bien y eso te diría que hay algo mal calado
Antes de sacarla, vuelve a medir compresiones sin los árboles de levas, a ver si sigue igual de compresión o por el contrario, están bien y eso te diría que hay algo mal calado
bmwan
Clan Leader
- Registrado
- 12 Mar 2007
- Mensajes
- 26.339
- Reacciones
- 126.423
No, con el sistema de la cuerda solo se movió una válvula para abajo como medio centímetro, se baja bien el muelle sin presionar la válvula. Más increíble me parece a mí haber doblado la culata, al final son micras pero lo suficiente para comunicar cilindros. A ver si hoy tengo tiempo al final de la tarde para repasar el movimiento del valvetronic pero ya te digo que me parece imposible que por posición fallen todos los cilindros. El muelle en funcionamiento normal creo que tiene un recorrido máximo de 1 cm, al bajar para el retén tienes que darle más abajo sino no eres capaz de montar el seguro, prácticamente lo tienes que llevar a tope de compresión y la fuerza no tiene nada que ver.Motivos para la esperanza de un ignorante como yo.
Esa zona no sólo ha de aguantar la explosión del cilindro, sino también la compresión del muelle. Hasta 3000 veces por minuto cada válvula.
Es más, si sacases culata para cambiar retenes, también tendrías que comprimir muelles contra la culata.
Lo que más me asusta del procedimiento, es pensar que empujo el muelle en un ángulo incorrecto y termino ejerciendo fuerzas sobre el vástago, o la válvula contra el pistón (o cordón). O que topo el muelle y termino haciendo fuerza sobre la culata directamente.
Última edición:
Stick Hero
En Practicas
- Modelo
- E46 330i Sedán
- Registrado
- 28 Jul 2024
- Mensajes
- 242
- Reacciones
- 276
Sí, pero es lo mismo que tendrías que hacer con la culata desmontada.al bajar para el retén tienes que darle más abajo sino no eres capaz de montar el seguro, prácticamente lo tienes que llevar a tope de compresión y la fuerza no tiene nada que ver.
No te digo que no se haya doblado la culata, sino que si así fuera, se doblarían siempre.
De hecho, se doblarían más con culata desmontada.
A no ser que la fuerza que te preocupa no sea la que se transmite a través del muelle a la culata, sino la que aplica el útil al apoyar en la culata, que ahí me pierdo más respecto al número, forma y colocación de las patas que tenga.
Josmanpol
Forista
- Modelo
- 318TI, 325i e92
- Registrado
- 28 Nov 2019
- Mensajes
- 3.480
- Reacciones
- 1.099
Pufff, ves, con lo de medir la compresión de los cilindros, que dije, (no sé si también lo dijo otro forero) has descubierto porqué no arranca, ahora es saber porqué no tienen compresión, pero es muy raro que todos estén en 4 bares más o menos, creo que deberían tener 11-12 bares, algo hay ahí que no sella bien. Ánimo, ya sabes por donde ir tirando
Similar threads
- Respuestas
- 2
- Visitas
- 163
- Respuestas
- 25
- Visitas
- 712
- Respuestas
- 0
- Visitas
- 493
- Respuestas
- 14
- Visitas
- 529